资质荣誉



联系我们
聊城(山东)金恒防腐工程有限公司
公司地址:山东省聊城市高新区黄河路16号科创大厦北楼310室
联系电话:0635-2936868
传真号码:0635-2127599联系人:徐正华
手机:18963501899 13506356932
公司邮箱:lcjinheng@163.com
公司网址:www.lcjinheng.com
行业新闻
热喷涂金属涂层(tsc)的厚度测量和控制(一)
点击数:868发布时间:2015-12-12 08:38:18
摘要:热喷涂金属防腐涂层(tsc)广泛应用于钢材的长效防腐领域(防腐年限超过15年),其涂层厚度将直接决定涂层的防腐年限和涂层的附着力,本文将重点介绍美国sspc、awi和nace协会对金属涂层厚度推荐的测量方法,以及金属涂层厚度的控制方法,从而确保热喷涂金属涂层的质量。
前言:目前,热喷涂金属防腐涂层(tsc)广泛应用于桥梁、船舶、海洋平台等严酷的腐蚀环境或对涂层防腐寿命要求较高(防腐年限超过15年)的工业领域,热喷涂金属涂层主要包括热喷涂锌、铝、锌铝合金涂层,热喷涂涂层的厚度将直接影响到涂层与基材的结合力以及涂层使用寿命,如果热喷涂涂层厚度过厚,会降低热喷涂涂层与钢铁基材的附着力,相反,如果热喷涂涂层厚度过薄,虽然热喷涂涂层与钢铁基材的附着力得到了保证,但涂层的耐腐蚀性能和防腐年限将会降低。所以热喷涂金属涂层的厚度测量控制显得尤为重要,本文将重点阐述热喷涂金属涂层的厚度测量和控制。
1、热金属涂层厚度的测量
常规涂层的厚度测量通常是按照sspc-pa2标准或iso2808标准进行湿膜和干膜厚度的测量,但热喷涂金属涂层的厚度测量方法与常规涂层的厚度测量方法略有不同。虽然使用的是同一类型的测量仪器(sspcpa2标准规定的1型或2型干膜测厚仪),但测量热喷涂涂层的厚度时,其测量频次、读取次数及单个读数的测量位置等都有所不同。
1.1热喷涂金属涂层测量的测量仪器
通常,测量热喷涂金属涂层厚度的测量仪器为电子干膜测厚仪(sspc-pa2标准中规定的2型干膜测厚仪),尽管1型杠杆式测厚仪也可以用于热喷涂金属涂层的厚度测量,但由于测量和校准相对繁琐,而且测量精度不高,在实际应用中很少使用。
1.2干膜测厚仪的校准
采用2型电子干膜测厚仪,每次测量前后,需要在喷砂后清洁的基材表面用标准膜厚的塑料校准片进行校准。
1.3测量方法
1.3.1线测量
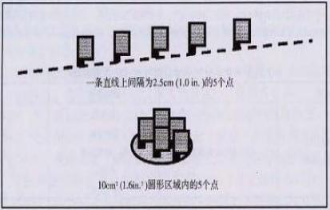
对于平整的构件表面,sspccs23.00/awsc2.23m/naceno.12标准推荐采用“线测量”的测量方法,即:在一条线上取至少5个测量读数,每个选取读数点的间距为25mm(1英寸),5个测量点干膜厚度的平均值为这条线的测量读数。这种测量方法可以测量出涂层的最高膜厚点和最低膜厚点。具体见下图。
 http://www.lcjinheng.com
http://www.lcjinheng.com1.3.2点测量
对于复杂的构件表面,应采用点测量的方法进行涂层厚度检测,即:在10平方厘米(1.6平方英寸)的圆形区域内,任意选取5个点进行厚度测量。该5个测量点的读数平均值为该测量点的厚度。
1.4测量频次
热喷涂涂层表面每10-20平方米(100-200平方英尺)应进行一次点测量和线测量。